
Spindle Drawbar Force Gage
Call Toll Free 1-866-THE GAGE (843-4243)
 |
 |
 |
 |
 |
 |
||
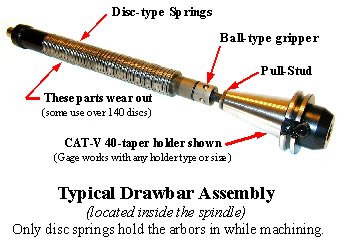
Spindle Drawbar Force Gage
Call Toll Free 1-866-THE GAGE (843-4243)
|
|
|
|
|
|
||
A Clamprite Gage is cheap insurance against a predictable disaster. The drawbar is often the first to wear out on a CNC mill. Get a Clamprite Gage and avoid all the problems. It can easily pay for itself the first time you use it! Frequently Asked Questions! 1) I have various machines with different drawbar force values up to 4600 lbs. Can I use the 5000 PSI pressure gauge for all the smaller, lower pressure machines too? Answer: Yes, however reading the numbers on the 3000 PSI pressure gauge is easier than higher pressure gauges because there are fewer numbers on the dial. But a slight difference in reading accuracy is not that important because you are not concerned about 10 or 20 lbs - or even 100 lbs. The real concern is when a machine is 20% to 30% low on drawbar force. Technicians usually accept 10% variation even when rebuilding a drawbar. 2) What about the accuracy of the Clamprite Gage versus the much higher priced products? You even mention how the others are "extremely accurate" in your sales brochure. Isn't it better to have higher accuracy whenever you can get it? Answer: Yes and no! More accuracy is great when you can get it FREE, or for just a little extra. We believe the electronic gages are overkill for this application in terms of accuracy and cost. The extremely accurate and expensive electronic components (like those used in the electronic gages) are what we use to certify the Clamprite Gage. Our accurate but rugged gage is also better suited to a shop environment where delicate electronic gages are easily damaged. You could shoot the Clamprite Gage out of a cannon, and only cost you a $59.95 pressure gauge. An electronic gage can cost over $1,000 just to repair due to rough handling. And remember - Clamprite will inspect, adjust (if necessary), recertify your gage snd issue a certificate of accuracy that is traceable to NIST for for just $$59.95 as long as you own it. A damaged or broken pressure gauge only costs $59.95 to replace - no charge for labor. 3) My CNC Mill has a high speed HSK type spindle. Can I use the same Clamprite Gage to test this machine? Answer: Yes, the Clamprite Gage head used for testing the more common long taper spindles is the same for the machines using the HSK spindle system. However, a special adapter, designed and patented by Clamprite, is required for HSK spindle testing. These special Clamprite adapters, available for all HSK spindle sizes, are very accurate, durable and low in cost. If you are using HSK equipped machinery, you need a Clamprite Gage. HSK spindles must be tested frequently to assure that they are within at lease 75% of spec at all times or the tool holders will not seat correctly. And besides higher drawbar force requirements, there are many more issues with the HSK system to address. We highly recommend to anyone who sells, uses, or services HSK machinery or tooling that you read the "HSK Handbook". It is well written (By Dr. E. Kocherovsky) and not only tells the history of HSK and it's full story, it also has about 150 excellent color charts, graphs, and pictures explaining how it works. There is even a complete set of blueprints for each size of the spindles and the arbors. The contents of the book will amaze you, and make you glad that your shop is not making HSK tooling!! It is well worth it's price. Our price is only $149 if you also purchase one of our gage kits. 4) I can't find the drawbar force for my machine anywhere in the manuals. Can you tell me what the pressure for (my) machine should be? Answer: There are so many variations, even among very similar machines. Only the manufacturer can say for sure. Some general figures: 1800 to 2500 lbs for most 40-taper spindles, 3800 to 4800 lbs for most 50-taper spindles except heavy-duty versions which may be considerably higher. This is just a reference, NOT a guide for any specific machine or spindle. To obtain the specific drawbar force for any particular machine, get the model number, the serial number, and date it was built off of the metal tag on the machine, then call the factory representative. Incidentally, this is a good reason to purchase a Clamprite Gage when your machine is new or still working well. Then you can tell when a change occurs and avoid serious damage and expensive repairs. Broken drawbar springs is a simple fix. A crash can cost 10 to 20 times more. 5) I have a 50-taper spindle on a geared head machine designed for cutting steel. Can I use the 5000 PSI pressure gauge to test it? Answer: Most 50-taper machines are below 5000 lbs force, usually from 3800 to 4800 lbs. But some heavy duty 50-taper machines can go to 9000 lbs or more. If you over-pressure the gauge, it may become inaccurate. See precautions in the instruction manual. And remember - Clamprite will inspect, adjust (if necessary) and recertify your gage and issue a certificate of accuracy that is traceable to NIST for $59.95 for as long as you own it. A damaged or broken pressure gauge only costs $59.95 to replace - no charge for labor. 6) One of our machines is a very large machine which I believe is designed for heavy duty use. Someone said it may have over 10,000 lbs of drawbar force. Can the Clamprite Gage be used to test its drawbar? Answer: The Clamprite Gage II is a heavy duty version of the standard Clamprite Gage. The standard Clamprite Gage will test up to 15,000 lbs when fitted with the proper pressure gauge. The Clamprite Gage II will test up to 30,000 lbs. Clamprite also makes gages for special applications. If you have an unusual application, we can build a gage to test it at a very reasonable price. 7) Can a Clamprite Gage fitted with a 10,000 PSI pressure gauge be used to test a spindle with 2000 lbs of force? Answer: Yes, but reading a 3000 psi gauge is slightly easier than reading a 10,000 psi gauge because there are fewer numbers on the face of the pressure gauge, but the 10,000 psi gauge will show you the drawbar force that your machine is producing. Note: Changing gauges should only be done by Clamprite because we vacuum purge all our gauges and there is a "trick" to performing the assembly. Also, commercial gauges can vary greatly in accuracy. Clamprite uses only high accuracy stainless steel pressure gauges, and we also test and certify each assembly for accuracy on a certified electronic test bench. 8) We are a small shop with no customer requirements to certify our machines or verify our drawbar force. How long can we go without checking or re-certifying the Clamprite Gage? Answer: A lot of attention is being given to machine condition today. Some companies, especially aerospace, are even condition-coding machines and requiring accuracy tests such as "ball-bar testing' to be performed by vendors before parts can pass QC requirements. It is just a matter of time before they realize that a drawbar is just as critical to consistent machining as the axis drives and ball screw condition. But under your circumstances, you might go a few years without worrying about the gage accuracy. If the Clamprite Gage is not over-pressured, it should remain accurate for many years. We receive Clamprite Gages for recertification that are 15 years old (or more) with absolutely no sign of damage or wear and they are still perfectly accurate. 9) My machine uses hydraulic pressure to hold the tools in the spindle. Will the Clamprite Gage work for this applications? Answer: Yes. Whatever the means of creating tool retention force, that force can be measured with the Clamprite Gage. However, there is some confusion about this. Nearly all machines use the spring stack method of tool retention (click to see a typical drawbar assembly). But the method of releasing the tool from the spring pressure comes from a hydraulic piston which is usually energized by an air cylinder. Compressed air is supplied to the air-over-hydraulic piston (usually located on top of the spindle) which acts like a small jack-type press for compressing the spring stack which in turn releases the clamping force acting on the tool holder's pull stud. Sounds a little complicated, but is actually fairly simple once you have seen all the parts laid out. Sometimes people are confused about how the hydraulics work. The air-over-hydraulic piston can be heard during a tool change, but is is usually used to release the tools, not to hold them. 10) Some of our operators are experienced mechanics, so why can't we just repair our own drawbars and save money? Answer: Some shops do repair their own drawbars, but we recommend finding a qualified technician or factory trained personnel to adjust or repair drawbars. It usually takes them only about 5 hours, plus a few parts to restore drawbars to the original condition (about $800 - $1500). With all the wires, air lines, sheet metal, heavy parts, everything slippery and high off the floor in a place where it's easy to drop things where they can cause more trouble later on, it just doesn't make sense to attempt it on your own. It's one thing to be a good mechanic, but for this you also have to crawl on top of the greasy, slippery machine where everything is sharp and a fall could easily happen. Most repair facilities have one or two guys who specialize in drawbar repairs and have mastered the technique over the years. In the long run, they will probably save you money and maybe a major injury! Regular drawbar maintenance (about 2 to 5 year intervals depending upon the kind of use) is money well spent, and good insurance against a disaster! But if you intend to repair your own machines, pay close attention to all the length measurements of the original drawbar assembly, and the method of spring stacking. Where and when to use grease or anti-seize is important. And where to use Loc-Tite (or similar products) is also important. Another thing, factory purchased springs are recommended over commercially available springs. Theoretically they are the same, but factory springs seem to last longer. Maybe they are pre-tested or have some specific quality procedures that others do not have. Some also have special coatings that promote longer life too. If you choose to repair your own, allow plenty of time on the first job! After you have finished one drawbar, the second and third time goes much quicker. But that first one can be a pain. One more thing, if the whole assembly is not adjusted properly on the bench (takes experience) you will have to start all over again, because there's really no way to test the pressure or length settings before you replace the whole thing back into the spindle and hook everything back up to run. Like many jobs, those who can do it quickly and reliably make it look easy. Pay the price for an expert job and get your mill back online and profitable! 11) You commonly refer to a "Retention Knob" as a "Pull Stud". Is there any difference? Answer: No, they are the same. Years ago (back in the 60's and 70's) the term pull stud was more common. But today, retention knob is probably used more. Both are correct, but retention knob seems to be more popular. Is our age showing? 12) In advertising and in your Instruction Sheet you spell the word gauge as simply "gage" at times. Why the difference? Answer: Gage (spelled this way) is somewhat traditional in the metal working trades, except when specifically discussing a pressure gauge. The bourdon-tube type of pressure gauge has come to be known as simply "a gauge", whereas many other gages (like radius gages, depth gages, height gages, etc.) are still more like a method of measuring. Most tool making companies like the L.S. Starrett Co. for example, still use the older spelling of gage when describing their products. Most dictionaries list both spellings as acceptable. We have over 100 years of shop floor time between just 2 of the staff here at Clamprite. To us, a gage is a gage! And we are proud to offer the Clamprite Gage to help machine shops cut costs and avoid damage to their machines that are so expensive these days. |
©Clamprite
LLC 2011 all rights reserved |
{kind=link}